Sintered Mesh Filter Element: field notes, specs, and real-world lessons
If you work around process lines long enough, you learn which components quietly save the day. A good sintered filter element is one of them—rigid, cleanable, and frankly hard to kill. I’ve been seeing a shift: plants replacing disposable depth media with durable, five‑layer sintered mesh to cut downtime and waste. It’s not hype. In gas polishing, solvents recovery, and polymer filtration, the difference is measurable.

What it is (and why five layers matter)
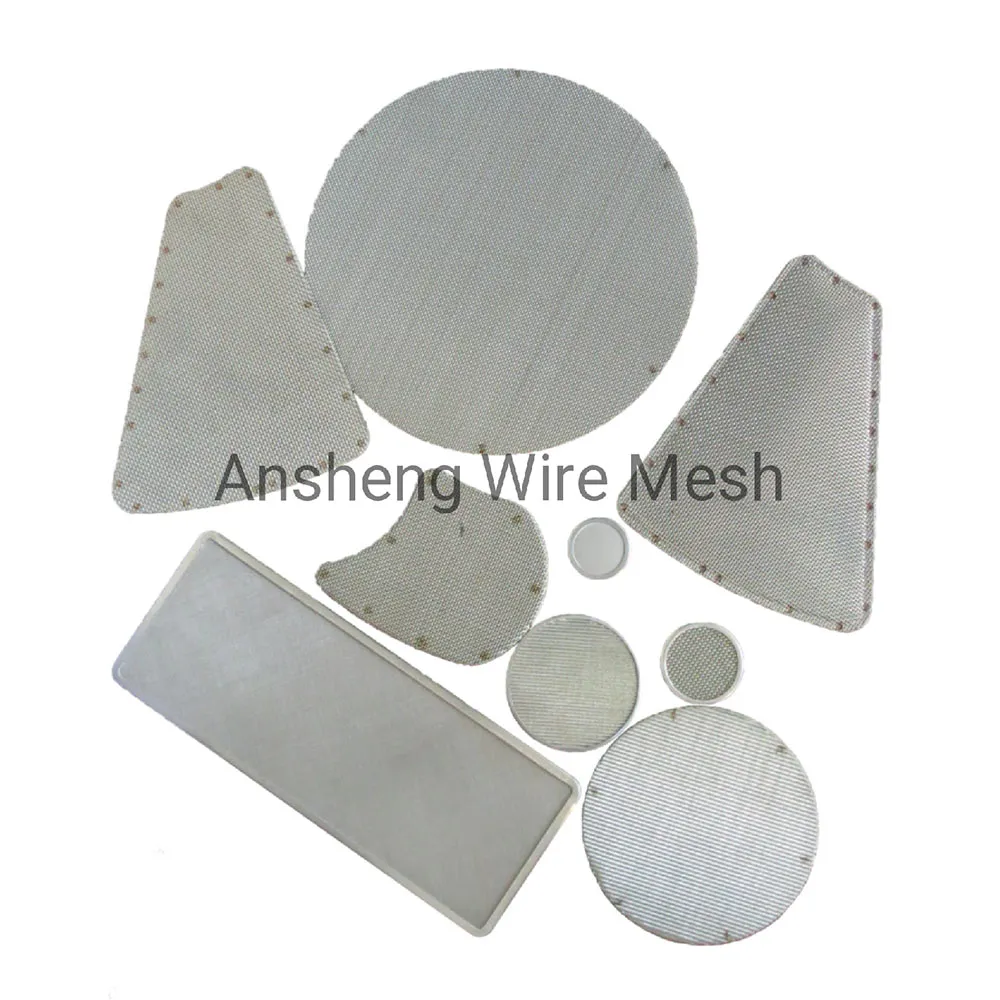
The Sintered Mesh Filter Element uses a five‑layer stainless‑steel stack—typically 316L—that’s vacuum-sintered into a diffusion‑bonded laminate. Layer roles are well known: a protective layer, precision control layer, one dispersing layer, and two reinforcement layers. That stack gives consistent surface filtration from ≈1 to 200 μm while staying form‑stable under differential pressure. Dimensions? Yes, you can customize OD, length, end caps, and connection threads. Many customers say that ability to match legacy housings is the deciding factor.

Process flow, testing, and service life
- Materials: 316L or 304 SS wires; optional 904L, Hastelloy for aggressive media (on request).
- Stacking and sintering: cleanroom stacking → vacuum/hydrogen sintering → rolling/leveling to thickness.
- Fabrication: cutting, TIG/plasma welding of seams and end caps, collaring, and polishing.
- Cleaning: ultrasonic degrease → alkaline wash → DI rinse → passivation; batch traceability maintained.
- Testing: bubble point and mean flow pore size per ASTM F316; integrity per ISO 2942; flow fatigue per ISO 3724; multi‑pass efficiency per ISO 16889.
- Service life: around 6–36 months typical, depending on solids load and cleaning discipline; backwash/CIP cycles >100 are common.

Key specifications (typical values)
| Parameter | Typical value (≈, real‑world may vary) |
|---|---|
| Micron rating | 1–200 μm (surface filtration) |
| Material | 316L stainless steel (others on request) |
| Porosity | ≈30–45% |
| Thickness (laminate) | ≈1.7–3.5 mm |
| Max temperature | Up to ≈600°C (dry, 316L) |
| Differential pressure | Up to ≈1.5 MPa (design‑dependent) |
| Connections | DOE, 222/226, NPT/BSP, custom flanges |
Applications and advantages
Where it shines: petrochem gas polishing, catalyst protection, polymer melt guards, solvent and amine loops, produced‑water cleanup, hydrogen and nitrogen skids, pharma intermediates (with proper validation), and craft beverage filtration. Benefits include rigidity (no media migration), excellent thermal tolerance, backwashability, and predictable cut‑point. I guess the only real caveat is to size for pressure drop; stainless mesh is honest—it won’t hide fouling.
Snapshot test data (typical sample, water @ 25°C, L=300 mm, Ø=50 mm): β200 at 10 μm for a 10 μm element; initial ΔP ≈ 6–9 kPa at 1 m/s face velocity; recovery after CIP >90% of clean ΔP for 50 cycles. Certifications commonly supplied: ISO 9001 QMS, EN 10204 3.1 material certs; food-contact documentation available case‑by‑case.

Vendor comparison (quick glance)
| Vendor | Core material | Micron range | MOQ | Lead time | Certs | Notes |
|---|---|---|---|---|---|---|
| Ansheng Filter Screen (No.346 Xinying East Street, Anping County, Hebei, China) | 316L SS, options on request | ≈1–200 μm | Flexible | ≈2–4 weeks | ISO 9001, EN 10204 3.1 | Custom sizes; strong welding finish |
| Vendor B | 316/304 | 5–150 μm | 100 pcs | 4–6 weeks | ISO 9001 | Standard caps only |
| Vendor C | 316L + alloys | 1–300 μm | 50 pcs | 3–5 weeks | ISO 9001, ISO 14001 | Premium pricing |
Use cases and quick case studies
- Refinery amine loop: swapped bag filters for sintered filter element cartridges; cut changeouts from weekly to quarterly.
- Polymer melt line: 25 μm sintered filter element prevented die streaking; CIP every 48 hours restored ΔP reliably.
- Craft brewery: 10 μm pre‑polish sintered filter element ahead of sheets reduced waste by ~40% (their number, not mine).
Customer feedback is surprisingly candid: “Predictable pressure drop,” “welds look clean,” and sometimes “wish we’d spec’d a coarser grade for startup.” Fair point—commissioning debris can blind fine media fast.

Buying tips
- Ask for ASTM F316 bubble‑point data and ISO 16889 efficiency curves for your micron grade.
- Confirm cleaning chemistry compatibility and target backwash velocity.
- Request EN 10204 3.1 certs and a weld map if your QA is strict.
References:
1) ISO 16889: Hydraulic fluid power—Filters—Multi-pass method.
2) ASTM F316: Pore size characteristics of microporous membranes by bubble point and gas transport.
3) ISO 2942: Verification of fabrication integrity and determination of the first bubble point.
4) ISO 3724: Flow fatigue characteristics of filter elements.
5) EN 10204: Metallic products—Types of inspection documents (3.1).
Post time: Oct . 10, 2025 15:00